Spawanie tworzyw sztucznych - Poradnik
Poprawiony: poniedziałek, 29 stycznia 2024 09:19



Zachęcamy do zapoznania się z treścią przygotowanego przez nas poradnika dotyczącego obsługi elektronarzędzi do spawania tworzyw sztucznych, wykorzystywanych w naprawach samochodowych. Dodatkowo dla zainteresowanych klientów powadzimy także szkolenia w zakresie obsługi innych urządzeń do obróbki tworzyw sztucznych dostępnych w naszym asortymencie.
Niemal każdy obecnie produkowany samochód posiada elementy wykonane z tworzyw sztucznych. Poprzez ich zastosowanie konstruktorzy uzyskują bardziej aerodynamiczne kształty i estetyczny wygląd zderzaków, spojlerów, osłon, bez pogorszenia odporności na uderzenia, przy jednoczesnym wykluczeniu niebezpieczeństwa korozji.
Zaletą części nadwozia z tworzywa sztucznego jest ich duża sprężystość, dzięki której niewielkie uderzenia nie będą powodować uszkodzeń w przeciwieństwie do blachy stalowej, gdzie mogą powstać takie deformacje, że naprawa nie będzie już możliwa.
W przypadku uszkodzenia elementy z tworzyw sztucznych mogą być regenerowane poprzez ich spawanie, bez obniżenia swoich własności wytrzymałościowych. Większość tworzyw, z których wykonuje się elementy samochodu, to materiały termoplastyczne. Po podgrzaniu stają się miękkie, pozwalają się formować i spawać. Istnieje wiele rodzajów termoplastów, a każdy z nich wymaga odpowiedniej dla siebie temperatury spawania.
Posługując się urządzeniem do spawania firmy HERZ można naprawiać pęknięcia, rysy, zagięcia a nawet ubytki tworzywa.
Przy dotrzymaniu zalecanych procedur spawania i lakierowania po naprawie nie pozostaje żaden ślad.
Przedstawiony tu sposób regeneracji jest uzasadniony ekonomicznie, a w niektórych przypadkach może również skracać czas naprawy. Przestrzeganie podanej w poradniku kolejności operacji gwarantuje wykonanie prawidłowej naprawy.
Części z tworzyw sztucznych mogą być spawane zarówno od strony przedniej jak i od tylnej, zależnie od dostępu. Dla odtworzenia pierwotnej wytrzymałości, można również nanieść spawy wzmacniające od strony tylnej.
O ile miejsce uszkodzenia znajduje się w pobliżu listwy ochronnej lub dekoracyjnej, powinna ona być usunięta dla zapewnienia lepszego dostępu.
ROZPOZNAWANIE TWORZYW SZTUCZNYCH
TABELA 1
ROZPOZNAWANIE KODÓW TWORZYW
Tworzywa wzmacniane włóknami szklanymi nie są spawalne. Często oznaczane są one symbolem GF.
| Kod | Tworzywo |
| PVC | polichlorek winylu |
| PE | polietylen |
| PP/PP-EPDM | polipropylen modyfikowany kauczukiem etylenowo-propylenowym |
| PA | poliamid |
| PC | poliwęglan |
| ABS | akrylonitryl-butadien-styren |
| PC/PBTP (Xenoy/Pocan) | poliwęglan - poliester termoplastyczny |
| ABS/PC/ALPHA | Honda polimer |
Doświadczony spawacz tworzyw może rozpoznać klasę tworzywa po twardości powierzchni zewnętrznej.
W przypadku gdy element nie ma oznaczenia kodowego, można przeprowadzić jego identyfikację w oparciu o próbę palności. W tym celu należy podpalić zapałką mały kawałek materiału przeznaczonego do spawania i obserwować płomień i zapach materiału.
Przy polichlorku winylu : czarny dym i gryzący zapach.
Przy polietylenie : bez dymu, przy spalaniu materiał
skapuje jak świeca i ma zapach wosku.
Przy poliamidzie : bez dymu, ciągnie się nitkowato,
ma zapach spalonego rogu.
Przy poliwęglanie : dym żółtawy, kopcący, zapach
słodkawy.
Przy ABS : czarny dym, kawałki sadzy,
zapach słodkawy.
PRZYGOTOWANIE POWIERZCHNI ZEWNETRZNEJ
W większości listwy dekoracyjne mocowane są klejem, który po podgrzaniu mięknie i luzuje połączenie. Próba usunięcia listwy na zimno może się zakończyć jej uszkodzeniem. Urządzenie gorącego powietrza osiąga temperaturę od 20 do 600oC regulowaną elektronicznie bezstopniowo. Na naniesionej na urządzenie skali temperatur można odczytać jaką temperaturę uzyskamy przy zadanym położeniu potencjometru. Do usunięcia listwy można wykorzystać urządzenie gorącego powietrza bez dyszy, przy temperaturze ustawionej na ok. 300oC
Zmiękczenie kleju uzyskujemy operując urządzeniem ruchem wahadłowym wzdłuż listwy dekoracyjnej. Dzięki temu następuje równomierne podgrzanie kleju. Ruch wahadłowy zapobiega miejscowemu przegrzaniu i uszkodzeniu listwy.
W momencie gdy klej jest już dostatecznie plastyczny pozwala na łatwe zdjęcie listwy, którą można ponownie wykorzystać po zakończeniu naprawy.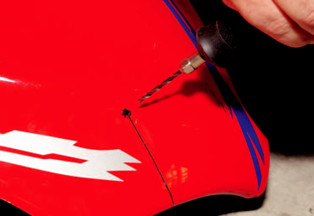 ZABEZPIECZENIE PRZED POSZERZENIEM PĘKNIĘCIA
ZABEZPIECZENIE PRZED POSZERZENIEM PĘKNIĘCIA
W celu zabezpieczenia przed dalszym poszerzaniem się pęknięcia na końcu należy wywiercić otwór wiertłem
o średnicy nie większej niż 3 mm.
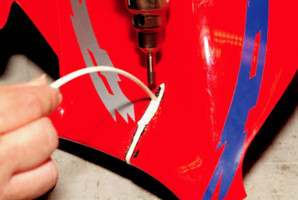
WYPEŁNIANIE UBYTKÓW
Dla wypełnienia ubytku można wykorzystać odpowiednio uformowany kawałek identycznego tworzywa z innej niepotrzebnej już części.
SPOINA
Wzdłuż pęknięcia należy wyfrezować szczelinę dla spoiny typu V o kącie rozwarcia 90o. Następnie przy pomocy skrobaka zdjąć lakier po obu stronach pęknięcia na odległość 10-15 mm. Jeżeli w skutek uderzenia naprawiane części są zdeformowane, można przywrócić ich pierwotny kształt podgrzewając do temperatury około 200o C. Zakleszczenia można usuwać przy pomocy wkrętaka.
Wierzchołek spoiny typu V o kącie 90o powinien znaleźć się na głębokości 2/3- 3/4 grubości materiału. Szerokość szczeliny nie powinna przekraczać 5 mm, z uwagi na wymiary profilowego drutu spawalniczego. Do frezowania zalecamy użycie freza czołowego . Wykonuje on w jednym przejściu roboczym w maksymalnie nieregularnie biegnących pęknięciach pożądany kąt rozwarcia 90o .
Frezowanie należy rozpocząć ok. 10mm przed początkiem rysy i stopniowo pogłębiać, tak by w miejscu początku osiągnąć założoną głębokość rowka.
Po zakończeniu frezowania należy sprawdzić dopasowanie powstałej szczeliny do drutu spawalniczego, który ułożony
w szczelinie powinien wystawać ponad powierzchnię na ok. 1-2mm.
Spełniając ten warunek mamy pewność, że po wykonaniu spawania będzie dostateczny zapas materiału na obróbkę wykończeniową spawu.
W przypadku kiedy drut spawalniczy profilowy o wymiarze 5,7mm nie jest wystarczający dla wykonania pewnego połączenia, należy stosować drut o wymiarze 7mm.
Małe, zakryte elementy jak obudowy lamp, zbiorniki i inne cienkościenne części można spawać po oczyszczeniu powierzchni bez uprzedniego frezowania, przy użyciu taśmy 8x2mm i dyszy szybkiego spawania do taśm.

ŁĄCZENIE WSTĘPNE
 Proces spawania realizowany jest dwustopniowo. Najpierw wykonywane jest łączenie wstępne przy pomocy odpowiedniej dyszy. Pod wpływem temperatury następuje tu stopienie krawędzi i wstępne wzajemne połączenie.
Proces spawania realizowany jest dwustopniowo. Najpierw wykonywane jest łączenie wstępne przy pomocy odpowiedniej dyszy. Pod wpływem temperatury następuje tu stopienie krawędzi i wstępne wzajemne połączenie.
Dyszę do łączenia wstępnego nakłada się na dyszę redukcyjną spawarki.
Łączenie wstępne rozpoczynamy po ustawieniu i ustaleniu się temperatury, ściśle określonej dla danego materiału. Dyszę należy tak prowadzić, aby but dyszy stykał się z podstawową linią łączenia,
a jego pięta była lekko uniesiona do góry. Pod wpływem gorącego powietrza tworzywo sztuczne mięknie, a lekki docisk powoduje wzajemne stopienie krawędzi. Należy unikać zbyt dużego docisku, gdyż materiał na tym etapie jest cienki i słaby. Przy łączeniu wstępnym możliwa jest korekta nieznacznego wzajemnego przesunięcia łączonych części, o ile zostaną one właściwie wypozycjonowane oraz trwale zamocowane na czas łączenia i stygnięcia.
Po każdym spawaniu należy czyścić dyszę szczotką drucianą. W przypadku trudno usuwalnego zanieczyszczenia ułatwieniem będzie nagrzanie dyszy do maksymalnej temperatury.
SPAWANIE
Wzajemne łączenie części z tworzyw poprzez spawanie możliwe jest tylko przy zastosowaniu drutu spawalniczego
z materiału takiego samego jak materiał łączony. Ponadto istotne są następujące czynniki: temperatura, stała prędkość
i równomierny docisk.
Proces spawania drutem rozpoczyna się od jego odpowiedniego przycięcia. Początek drutu powinien być zukosowany,
w celu późniejszego stopniowego wypełnienia przygotowanej szczeliny, ma to szczególne znaczenie gdy spawanie rozpoczynamy od środka części.
Do spawania drutem profilowym stosujemy dyszę szybkiego spawania nasuwaną na dyszę redukcyjną. Nagrzanie urządzenia do ustawionej temperatury następuje po ok. 3-4 minutach.
Przycięty drut wsuwamy w dyszę tak, aby wystawał na ok. 3mm. Urządzenie należy trzymać w taki sposób, aby spodnia część dyszy szybkiego spawania była równoległa do powierzchni zewnętrznej naprawianej części. Końcówka wystającego drutu powinna wskazywać punkt za miejscem. początkowym spoiny, dzięki temu gorące powietrze skierowane będzie w miejsce początkowe spawania.
Po uplastycznieniu materiału należy przesuwać dyszę wzdłuż szczeliny. But dyszy powinien równomiernie spoczywać na drucie, podczas gdy przy pięcie należy zachować przerwę powietrzną ok. 3mm. Drut dociskać w kierunku spoiny z siłą ok. 2 kg. Wykonanie spoiny zaleca się przeprowadzić w jednym, nieprzerwanym przejściu roboczym.
Wskaźnikiem prawidłowo wykonanego spawu jest powstający wzdłuż spoiny równomierny garb spawalniczy.
Drut spawalniczy musi być zukosowany aby na początku stopniowo wypełnił szczelinę.
Dyszę szybkiego spawania należy trzymać równolegle do powierzchni zewnętrznej a docisk powinien być wywołany tylko poprzez drut a nie przez urządzenie gorącego powietrza.
Jeżeli dojdziemy do końca spoiny, pozostający w spawarce drut należy obciąć. Skoro tylko drut zostanie zestudzony należy go ponownie obciąć możliwie blisko materiału podstawowego.
Może się zdarzyć, że podczas spawania pokażą się inne, wcześniej niewidoczne rysy. Nie są to nowe pęknięcia lecz mają swoją przyczynę we wcześniejszym uderzeniu. Muszą być one obrobione i zespawane jak wszystkie inne pęknięcia.
| Kod tworzywa termoplastycznego |
Temperatura spawania w oC |
| PVC hart | 300 |
| PVC weich | 400 |
| PE hart, HDPE,PE-HD | 300 |
| PE weich, LDPE, PE-LD | 270 |
| PP | 300 |
| PP/EPDM | 300 |
| PA | 400 |
| PC | 350 |
| PC/PBTP (Xenoy) (Pocan) |
350 |
| ABS | 350 |
| ABS/PC/ALPHA | 350 |
| PUR | 300/350 |
SPAWANIE WAHADŁOWE
 Ten sposób spawania stosujemy w miejscach trudno dostępnych, gdzie nie jest możliwe użycie dyszy szybkiego spawania. Miejsce łączenia należy przygotować zgodnie z podanymi wcześniej wskazówkami. Drut spawalniczy trzymany jest prostopadle do spoiny. Uplastycznienie materiałów uzyskujemy wskutek ruchu wahadłowego z góry na dół (nie poprzez ruch okrężny) strumienia gorącego powietrza. W trakcie tego procesu na drut powinien być wywierany nacisk w kierunku spoiny o sile ok. 2 kg. Bardzo istotne są tutaj trzy parametry : prawidłowe ustawienie temperatury (dzięki elektronicznej regulacji temperatury jest ono niezawodne), stała prędkość spawania, równomierny docisk.
Ten sposób spawania stosujemy w miejscach trudno dostępnych, gdzie nie jest możliwe użycie dyszy szybkiego spawania. Miejsce łączenia należy przygotować zgodnie z podanymi wcześniej wskazówkami. Drut spawalniczy trzymany jest prostopadle do spoiny. Uplastycznienie materiałów uzyskujemy wskutek ruchu wahadłowego z góry na dół (nie poprzez ruch okrężny) strumienia gorącego powietrza. W trakcie tego procesu na drut powinien być wywierany nacisk w kierunku spoiny o sile ok. 2 kg. Bardzo istotne są tutaj trzy parametry : prawidłowe ustawienie temperatury (dzięki elektronicznej regulacji temperatury jest ono niezawodne), stała prędkość spawania, równomierny docisk.
Prędkość spawania zależna jest od grubości naprawianej części i drutu. Obie łączone części muszą być w stanie plastycznym. Oczyszczenie i dalsza obróbka przebiega identycznie jak w przypadku tworzyw spawanych dyszami szybkiego spawania.
BŁĘDY SPAWALNICZE
| Niedostateczny garb spawalniczy lub złe połączenie • Niewłaściwe przygotowanie miejsca spawania • Prędkość spawania zbyt duża / za niska temperatura • Próba spawania dwóch różnych tworzyw • Wadliwa technika spawalnicza |
Nierównomierne zespawanie • Drut spawalniczy był wyciągnięty • Nierównomierny docisk na drut spawalniczy Zwęglona spoina • Prędkość spawania zbyt niska • Temperatura spawania za wysoka |
Paczenie się • Miejsce naprawy zostało przegrzane • Przy mocowaniu części pozostawały pod naprężeniem • Niedostateczne przygotowanie miejsca spawania |
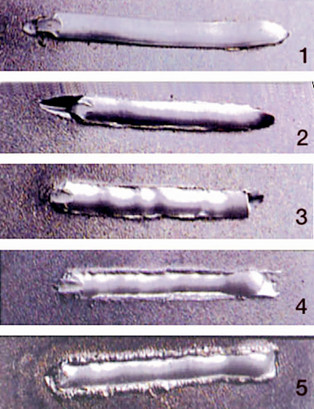 |
1) Zbyt szybkie spawanie, spoina wystaje zanadto ponad powierzchnię . Inna możliwa przyczyna – za niska temperatura. 2)Dziury na początku i końcu spawania, zbyt późno rozpoczęte układanie drutu i zbyt szybkie zakończenie. 3)Drut nie został odpowiednio zukosowany – dziura na początku spoiny. 4)Drut trzymany pod nieodpowiednim kątem, szczelina nie została wypełniona. 5)Za wysoka temperatura, widoczne pęcherzyki na obu krawędziach spoiny. |
Typowy zestaw do napraw elementów z tworzyw sztucznych powinien składać się z następujących elementów:
| Artykuł | Nr zamówienia |
| Spawarka na gorące powietrze Rion | 6600070 |
| Dysza redukcyjna nakładana na spawarkę | 5100303 |
| Dysza do łączenia wstępnego nakładana na dyszę redukcyjną | 5106996 |
| Dysza szybkiego spawania do drutu trójkątnego 3,7x5,7 | 5106992 |
| Dysza szybkiego spawania do taśmy 2x8 mm | 5107137 |
| Skrobak | 5106967 |
| Frez czołowy | 5106997 |
| Wiązka drutów spawalniczych lub drut spawalniczy na kg |
Druty spawalnicze
| Nr Artykułu | Oznaczenie | Kolor | Forma | Wymiary | VE |
| 5107027 | ABS taśma | biały | Taśma | 8 mm | Sztabki 1kg |
| 5104295 | ABS drut spawalniczy | biały | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5104295M | ABS drut spawalniczy | biały | Profil - A | 5,7 x 3,7mm | Sztabki 1kg |
| 5113587 | ABS drut spawalniczy | czarny | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5113587M | ABS drut spawalniczy | czarny | Profil - A | 5,7 x 3,7mm | Sztabki 1kg |
| 5106650 | HD - PE taśma | biały | Taśma | 8 mm | Sztabki 1kg |
| 5104294 | HD - PE drut spawalniczy | biały | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5104283 | HD - PE drut spawalniczy | czarny | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5104284 | HD - PE drut spawalniczy | czarny | Profil - B | 7 x 5 mm | Zwoje 5kg |
| 5104299 | HD - PE drut spawalniczy | biały | Profil - B | 7 x 5 mm | Zwoje 5kg |
| 5200425 | HD - PE drut spawalniczy | naturalny | Okrągły | 3 mm | Zwoje 3kg |
| 5200426 | HD - PE drut spawalniczy | naturalny | Okrągły | 4 mm | Zwoje 3kg |
| 5200431 | HD - PE drut spawalniczy | czarny | Okrągły | 3 mm | Zwoje 3kg |
| 5200432 | HD - PE drut spawalniczy | czarny | Okrągły | 4 mm | Zwoje 3kg |
| 5200401 | HD - PE drut spawalniczy | czarny | Okrągły | 5mm | Zwoje 3kg |
| 5200427 | HD - PE drut spawalniczy | czarny | Okrągły | 3 mm | Sztabki 1kg |
| 5200428 | HD - PE drut spawalniczy | czarny | Okrągły | 4 mm | Sztabki 1kg |
| 5104300 | LD - PE drut spawalniczy | czarny | Profil - A | 5,7 x 3,7mm | Sztabki 1kg |
| 5200437 | LD - PE drut spawalniczy | czarny | Okrągły | 3 mm | Zwoje 3kg |
| 5200438 | LD - PE drut spawalniczy | czarny | Okrągły | 4 mm | Zwoje 3kg |
| 5104306 | PA taśma | czarny | Taśma | 8 mm | Zwoje 3kg |
| 5104297 | PA drut spawalniczy | czarny | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5104297M | PA drut spawalniczy | czarny | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5104298 | PC drut spawalniczy | czarny | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5104298M | PC drut spawalniczy | czarny | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5104311 | XENOY drut spawalniczy | czarny | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5104311M | XENOY drut spawalniczy | czarny | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5104307 | PET - G drut spawalniczy | transparentny | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5104307M | PET - G drut spawalniczy | transparentny | Profil - A | 5,7 x 3,7mm | Sztabki 1kg |
| 5107033 | PP taśma | beżowy | Taśma | 8 mm | Sztabki 1kg |
| 5104287 | PP drut spawalniczy | beżowy | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5104288 | PP drut spawalniczy | beżowy | Profil - B | 7 x 5 mm | Zwoje 5kg |
| 5104289 | PP drut spawalniczy | naturalny | Profil - B | 7 x 5 mm | Zwoje 5kg |
| 5104305 | PP drut spawalniczy | biały | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5104301 | PP drut spawalniczy | czarny | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5200461 | PP drut spawalniczy | beżowy | Okrągły | 4 mm | Zwoje 3kg |
| 5200460 | PP drut spawalniczy | beżowy | Okrągły | 3 mm | Zwoje 3kg |
| 5200402 | PP drut spawalniczy | beżowy | Okrągły | 5 mm | Zwoje 3kg |
| 5200403 | PP drut spawalniczy | naturalny | Okrągły | 3 mm | Zwoje 3kg |
| 5200404 | PP drut spawalniczy | naturalny | Okrągły | 4 mm | Zwoje 3kg |
| 5200465 | PP drut spawalniczy | beżowy | Okrągły | 3 mm | Sztabki 1kg |
| 5200466 | PP drut spawalniczy | beżowy | Okrągły | 4 mm | Sztabki 1kg |
| 5104315 | PP/EPDM drut spawalniczy | czarny | Profil - A | 5 mm | Zwoje 3kg |
| 5104315M | PP/EPDM drut spawalniczy | czarny | Profil - A | 5 mm | Sztabki 1kg |
| 5104309 | PS drut spawalniczy | naturalny | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5104309M | PS drut spawalniczy | naturalny | Profil - A | 5,7 x 3,7mm | Sztabki 1kg |
| 5104302 | PVC - P drut spawalniczy miękki | transparentny | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5104278 | PVC - U drut spawalniczy twardy | szary | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5104279 | PVC - U drut spawalniczy twardy | szary | Profil - B | 7 x 5 mm | Zwoje 5kg |
| 5200406 | PVC - U drut spawalniczy twardy | szary | Okrągły | 3 mm | Zwoje 3kg |
| 5200407 | PVC - U drut spawalniczy twardy | szary | Okrągły | 4 mm | Zwoje 3kg |
| 5104310 | PVC - U drut spawalniczy twardy | czerwony | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5104296 | PVC - U drut spawalniczy twardy | transparentny | Profil - A | 5,7 x 3,7mm | Zwoje 3kg |
| 5200462 | PVC - U drut spawalniczy twardy | szary | Okrągły | 3 mm | Sztabki 1kg |
| 5200470 | PVC - U drut spawalniczy twardy | szary | Okrągły | 4 mm | Sztabki 1kg |
| 5106654 | XENOY taśma | czarny | Taśma | 8 mm | Sztabki 1kg |
Sprzedaż drutów na kg. Minimalna ilość zamówienia dla pojedynczej pozycji 0,3 kg